Introduction
Atmospheric storage tanks hold some of the most corrosive and hazardous contents in industrial use—crude oil, fuel, chemicals, and wastewater—subjecting interior walls and floors to constant attack from the stored product, temperature cycling, and microbial activity. The interior surfaces face ongoing degradation, yet many facilities underestimate the complexity of proper treatment.
Interior treatment is not a single task but a multi-phase process where results vary widely based on surface preparation quality, lining system selection, ambient conditions during application, and execution discipline. Research consistently shows that up to 80% of all premature coating failures are directly attributed to inadequate surface preparation—making it the step most frequently done wrong, and the one that costs facilities most when skipped or rushed.
This guide walks through the complete treatment process step by step: what's required before starting, the variables that control outcomes, and the most common costly mistakes to avoid.
Key Takeaways
- Treatment follows four phases: confined space entry prep, surface preparation, lining application, and cure/holiday testing
- Surface preparation—typically abrasive blasting to SSPC-SP 6 or SP 10—is the single most critical step, with inadequate prep causing 80% of lining failures
- Lining selection must match the stored product, service temperature, and applicable standards (API 652, NSF/ANSI 61, UL listing)
- Anchor profile, dry film thickness, dew point control, and recoat window compliance determine long-term lining performance
- Most failures stem from skipped preparation steps, mismatched product selection, or returning tanks to service before full cure
How to Treat an Atmospheric Storage Tank Interior
Step 1: Inspect the Tank Interior and Prepare for Confined Space Entry
Conduct a condition assessment of the tank interior per API 653 (5th Edition) and API 575, documenting evidence of floor corrosion, wall pitting, weld defects, existing lining breakdown, and any structural concerns that must be addressed before relining begins. This inspection establishes the baseline condition and determines whether structural repairs are needed before surface preparation can proceed.
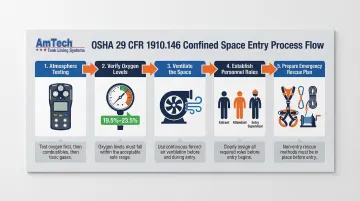
Before any worker enters the tank, follow OSHA 29 CFR 1910.146 confined space entry protocol :
- Test the atmosphere in sequence — oxygen level first, then combustible gases and vapors, then toxic gases
- Verify oxygen levels — acceptable range is 19.5% to 23.5% (not 16.5% to 18.5%)
- Ventilate the space — use continuous forced air ventilation to eliminate hazardous atmospheres
- Establish personnel roles — designate an authorized entrant, attendant, and entry supervisor
- Prepare emergency rescue plan — have retrieval equipment and procedures in place before entry
Step 2: Degas, Clean, and Prepare the Surface
Remove all residual product, sludge, scale, and water from the tank interior. For petroleum storage tanks, follow API 2015 safe cleaning procedures, and ensure the tank is fully degassed before abrasive blasting begins. Incomplete degassing creates explosive hazards during blasting operations.
Perform abrasive blast cleaning to the cleanliness and surface profile specified by the lining manufacturer:
- SSPC-SP 6 (Commercial Blast) — minimum standard for most applications; removes all visible contamination with random staining limited to 33% of surface area
- SSPC-SP 10 (Near-White Blast) — required for immersion-service linings; random staining limited to 5% of surface area
- SSPC-SP 5 (White Metal Blast) — specified for severe service environments; 0% staining allowed
Inadequate surface preparation is the leading cause of coating failure — up to 80% of premature failures trace back to this single factor. No lining system can compensate for a poorly prepared substrate.
After blasting, verify surface readiness:
- Measure anchor profile using replica tape per ASTM D4417 to confirm the surface profile depth matches lining manufacturer specifications
- Test for soluble salts per ASTM D4940 to ensure contamination levels are within tolerance—for immersion service, industry guidance generally recommends chloride levels below 3-5 µg/cm²
- Verify ambient conditions — substrate temperature must remain at least 5°F above dew point
Step 3: Select and Apply the Lining System
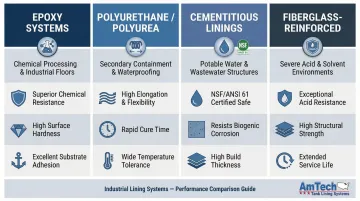
Select the lining system based on the specific stored product, service temperature, chemical exposure profile, and required compliance standards:
| Lining Type | Best For | Key Characteristics |
|---|---|---|
| Epoxy systems | Moderate petroleum or chemical service | Good general chemical resistance and adhesion, but rigid with low elongation (3-4%), susceptible to cracking under thermal cycling |
| 100% solids polyurethane/polyurea (e.g., AmTech DuraChem 500 series) | High-build or heavy chemical applications | Superior flexibility (>40% elongation), withstands thermal expansion/contraction, cures at lower temperatures (down to 25°F) |
| Cementitious linings (e.g., HydraStone Alkrete) | Potable water or wastewater service | NSF/ANSI 61 certified, resistant to high temperatures up to 900°F, rapid cure (return to service within 30 hours) |
| Fiberglass-reinforced systems (e.g., AT BiFlex) | Severe mechanical or chemical resistance | Extreme chemical resistance including strong inorganic acids, solvents, and high-temperature immersion |
Apply the lining in strict accordance with manufacturer's instructions:
- Stripe coat first — apply extra material to all welds, corners, nozzle openings, and penetrations to ensure adequate film thickness at high-failure-risk areas
- Apply full lining coats — maintain specified wet film thickness throughout to achieve required dry film thickness (DFT)
- Monitor ambient conditions continuously — air temperature, substrate temperature, relative humidity, and dew point
Per SSPC-PA 1, ensure substrate temperature remains at least 5°F (3°C) above the dew point to prevent moisture-related adhesion failure. Application when substrate is below dew point results in condensation, flash rusting, blushing, and blistering.
Step 4: Cure, Holiday Test, and Return to Service
Allow the lining to fully cure per the manufacturer's specified cure schedule before conducting any testing or filling the tank. Cure times vary by product chemistry and temperature — some epoxy systems require 10 days at 55°F but only 4 days at 77°F. High-performance polyurea systems may cure for immersion service in as little as 10 hours at 75°F.
Before returning the tank to service:
- Perform holiday (spark) testing per NACE SP0188 across 100% of the coated surface to detect pinholes and voids
- Take dry film thickness (DFT) readings at intervals specified in SSPC PA-2—typically averaging five spot measurements over each 10 m² area—to confirm all surfaces meet minimum specified DFT
Below-minimum DFT creates a permeable film prone to holidays and chemical breakthrough; over-thickness can cause solvent entrapment or cohesive failure depending on lining type.
When Should an Atmospheric Storage Tank Interior Be Treated?
Key trigger conditions that indicate interior treatment is needed:
- Corrosion approaching minimum thickness — scheduled inspection reveals corrosion at or approaching minimum allowable floor or shell thickness per API 653 calculations
- Active coating breakdown — blistering, delamination, or widespread pinhole holidays observed during inspection
- Product contamination events — contamination traced to lining failure or permeation
- Change in stored product — new product exceeds existing lining system's chemical resistance
API 653 sets minimum internal inspection intervals—typically a 10-year maximum for most aboveground tanks (or 20 years if corrosion rates are known), with possible extension based on Risk-Based Inspection (RBI) procedures per API RP 580. Relining decisions are often driven by these inspection findings.
The cost gap between proactive scheduled relining and reactive emergency repair is measurable and consistent. Reactive maintenance generally costs 25-30% more than proactive maintenance due to emergency labor rates, after-hours uplifts, rush parts, and operational downtime.
That 25-30% premium is avoidable. The optimal treatment window is a planned outage scheduled before structural degradation crosses a critical threshold. Facilities that delay past that point face not just higher repair costs, but also environmental liability, regulatory penalties, and extended downtime.

What You Need Before Treating a Tank Interior
The right equipment, materials, and qualified personnel in place before work begins determine whether the treatment succeeds or fails.
Equipment and Environmental Monitoring Requirements
Confirm blast equipment is capable of achieving the required surface profile consistently across the full tank interior. For large API 650 or API 620 tanks, automated abrasive blasting machines are preferred over manual machines because they provide reduced labor costs, improved consistency, repeatability, and higher production rates.
Have calibrated environmental monitoring instruments on site throughout the project:
- Psychrometer or digital dew point meter
- Surface thermometer
- Replica tape for anchor profile measurement
- Soluble salt testing kit per ASTM D4940
Skipping real-time environmental monitoring is one of the most common causes of preventable application failures. Applying coatings when substrate temperature is within 5°F of dew point traps moisture under the film, causing blistering and adhesion failure.
Lining System and Compliance Requirements
Verify that the selected lining system carries the required third-party compliance certifications for the intended service:
- NSF/ANSI 61 listing for potable water contact
- API 652 compliance for petroleum storage tank bottoms
- UL listing for applicable fuel service applications
Using a lining without verified chemical compatibility for the specific stored substance—not just the product category—leads to softening, swelling, or dissolution of the lining. An epoxy suitable for clean fuel service may be entirely incompatible with the same tank if a different chemical is introduced.
Safety and Crew Readiness
Ensure all personnel involved in interior work are:
- Trained in confined space entry per OSHA 29 CFR 1910.146
- Equipped with respiratory protection per OSHA 29 CFR 1910.134
- Covered by a written rescue plan and entry permit system before any worker enters the tank
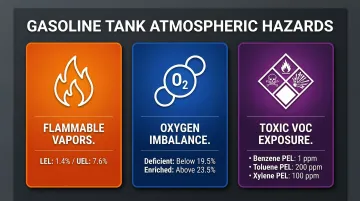
Gasoline storage tanks present three categories of atmospheric hazard:
- Flammable vapors: Hydrocarbon vapors can accumulate to explosive concentrations — gasoline's LEL is 1.4% and UEL is 7.6%
- Oxygen imbalance: Atmospheres may be oxygen-deficient or oxygen-enriched depending on conditions
- Toxic VOC exposure: Compounds including benzene (PEL 1 ppm), toluene (PEL 200 ppm), and xylene (PEL 100 ppm)
Key Parameters That Affect Interior Treatment Results
Interior lining performance over a tank's full service life depends on how well each of the following variables is controlled throughout the process — not just at application.
Surface Cleanliness and Anchor Profile
Lining adhesion is a mechanical bond between the coating and the steel substrate. Any residual contamination, inadequate blast profile, or soluble salt contamination will break that bond — regardless of the quality of the lining product itself.
- Insufficient anchor profile reduces adhesion strength
- Excessive profile creates thin spots over blast peaks that become holiday sites
- Residual soluble salts (chlorides, sulfates) cause osmotic blistering — moisture is drawn through the semi-permeable coating via osmosis, building hydraulic pressure that exceeds adhesive strength
Dry Film Thickness (DFT)
Every lining system has a minimum DFT specification — the barrier thickness required to resist permeation by the stored product. Hitting that window precisely matters in both directions:
- Below-minimum DFT creates a permeable film prone to holidays and chemical breakthrough
- Over-thickness can cause solvent entrapment or cohesive failure, depending on the lining type
Ambient Conditions During Application
Lining materials are formulated to cure within specific temperature and humidity windows. Applying outside those windows doesn't just slow the job — it alters the cure chemistry and compromises the finished film.
- Low temperatures slow or prevent cure entirely
- Substrate temperature within 5°F of dew point traps moisture under the film, causing blistering and adhesion failure
Recoat Window Compliance
Multi-coat lining systems require the previous coat to be at a specific cure state — neither too fresh nor too far cured — to achieve intercoat adhesion.
Exceeding the maximum recoat window prevents mechanical bonding between coats, leaving a delamination plane inside the lining system that is invisible at application but won't survive service stress. If the maximum recoat interval is exceeded, the surface must be mechanically abraded or sweep blasted to remove gloss before the next coat is applied.
Common Mistakes When Treating Atmospheric Storage Tank Interiors
Three failure patterns account for the majority of premature lining failures in atmospheric storage tanks. Each is avoidable—and each becomes significantly more expensive once the lining is already in service.
Skipping or shortcutting surface preparation: Applying a high-performance lining over residual oil, mill scale, soluble salt contamination, or an insufficient anchor profile virtually guarantees early failure. No lining system compensates for a poorly prepared substrate. When it fails, complete lining removal and rework is typically required, often exceeding the original project budget.
Selecting a lining without confirming chemical compatibility: Using a lining with insufficient resistance for the actual stored product leads to softening, swelling, or dissolution of the film. An epoxy rated for clean fuel service may be entirely incompatible if a different chemical is introduced. Always verify compatibility against the specific substance, not just the product category.
Returning the tank to service before full cure: Pressure to minimize downtime frequently drives premature filling. An incompletely cured lining absorbs the stored product, causing osmotic blistering, film softening, and rapid failure. The resulting downtime and rework will far exceed whatever time was saved by skipping the cure period. Cure windows are product-specific and temperature-dependent, with no flexibility.
Conclusion
Successful atmospheric storage tank interior treatment is a disciplined process where the outcome is determined by the quality of each phase—safe entry preparation, thorough surface preparation, correct lining system selection, careful application, and full cure before return to service.
Virtually all interior lining failures are preventable. They trace back to one of three root causes:
- Inadequate surface preparation
- Wrong product selection for the service environment
- Returning to service before full cure
Consistent adherence to specifications—not shortcuts—is what separates a 20-year lining from one that fails in three.
AmTech Tank Lining & Repair has been treating atmospheric storage tank interiors across all 50 states for 55+ years. Proprietary systems include DuraChem® 500 series polylinings, HydraStone Alkrete® cementitious linings, and AT BiFlex® fiberglass-reinforced coatings, each applied by engineer-trained field crews with the technical and compliance background this work demands.
Frequently Asked Questions
What do atmospheric storage tanks typically contain?
Atmospheric storage tanks are used to store a wide range of liquids including crude oil, gasoline, fuel oil, naphtha, jet fuel, chemicals, potable water, wastewater, and other non-pressurized liquids. The specific contents directly determine which interior treatment and lining system is appropriate.
What atmospheric hazards are typically found in a gasoline storage tank?
Primary hazards include flammable hydrocarbon vapors that can accumulate to explosive concentrations (lower explosive limit 1.4%, upper explosive limit 7.6%), oxygen-deficient or oxygen-enriched atmospheres, and toxic vapor exposure from volatile organic compounds including benzene, toluene, and xylene. This is why atmospheric testing must be completed before confined space entry.
Are acceptable oxygen levels for confined-space entry 16.5% to 18.5%?
No. OSHA defines an oxygen-deficient atmosphere as below 19.5% and an oxygen-enriched atmosphere as above 23.5%, meaning acceptable oxygen levels for confined space entry are 19.5% to 23.5%—not the narrower 16.5% to 18.5% range, which would fall below the safe minimum.
How often should atmospheric storage tank interiors be relined?
Relining intervals depend on corrosion rate data, stored product aggressiveness, and lining system performance. API 653 inspection schedules (typically a 10-year maximum for aboveground tanks) generally drive the decision. Proactive relining during planned outages is far less costly than emergency repair after failure.
What is the best lining system for an atmospheric fuel storage tank?
For fuel service, API 652-compliant epoxy or 100% solids polyurethane/polyurea systems are the most commonly specified options because of their chemical resistance and mechanical durability. System selection should always be verified against the specific fuel chemistry and service temperature.
What standards govern the interior treatment of atmospheric storage tanks?
Key governing standards include:
- API 652 — lining of aboveground petroleum storage tank bottoms
- API 653 — inspection, repair, and reconstruction of in-service tanks
- OSHA 29 CFR 1910.146 — confined space entry requirements
- NSF/ANSI 61 — potable water contact linings
- NACE SP0188 — holiday testing of lining systems