Introduction
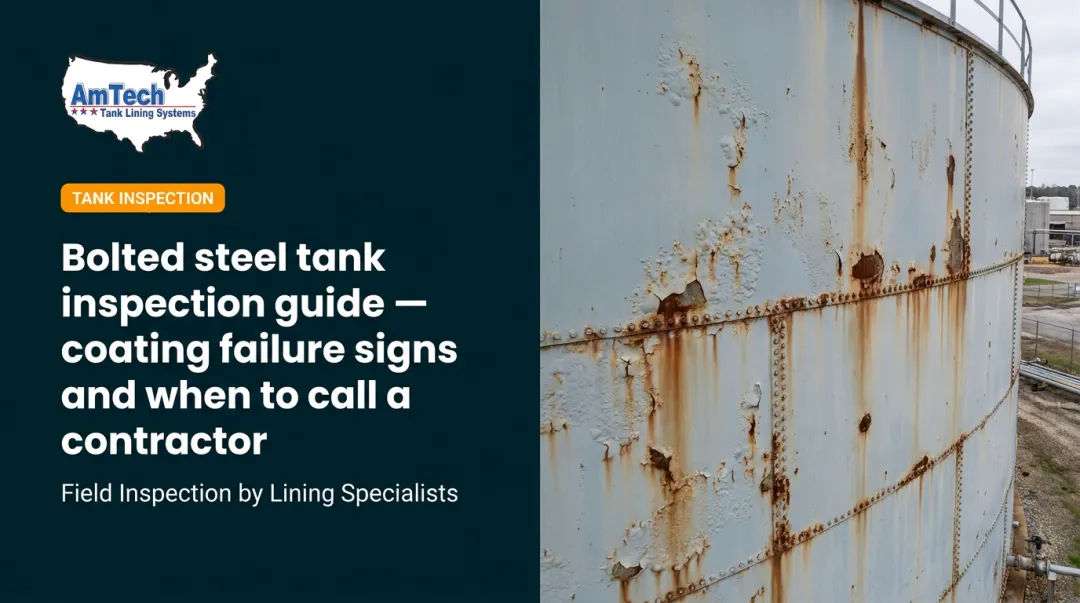
In a bolted steel tank, the coating system is what keeps the structure in service. The steel carries the load — but the lining protects water quality, prevents corrosion, and determines how long the tank actually lasts. Without an intact, compliant coating, steel degrades, water quality fails, and tanks get pulled from service prematurely.
This matters more for bolted tanks than for welded construction. Panel seams, bolt connections, and gasket interfaces create additional vulnerability points that a coating system must address consistently across every square inch of the interior surface.
This article breaks down what AWWA D103-19 — Factory-Coated Bolted Carbon Steel Tanks for Water Storage — requires for coatings and linings. Specifically, we cover:
- Approved coating and lining system types
- Surface preparation standards
- Application requirements
- Interior versus exterior coating differences
- Maintaining compliance on existing bolted steel tanks
Key Takeaways
- AWWA D103-19 governs factory-applied coatings on new bolted carbon steel tanks
- AWWA D102-21 governs field repair and recoating of existing steel tanks
- Approved coating types include fusion-bonded epoxy (FBE), glass-fused-to-steel (GFS), thermoset liquid, and galvanized systems
- Interior coatings for potable water tanks must carry NSF/ANSI 61 product-specific certification
- Surface preparation to SSPC-SP 10 (near-white blast) is required for FBE factory applications
- Holiday testing (ASTM D5162) and DFT verification (SSPC-PA 2) are mandatory QC steps
- Full interior inspections are recommended every 3–5 years
- Deteriorated coatings must be repaired or fully relined to maintain compliance
What Is AWWA D103 and Why Do Lining Requirements Matter?
AWWA D103-19 is the American Water Works Association standard titled Factory-Coated Bolted Carbon Steel Tanks for Water Storage. It establishes minimum requirements for the design, fabrication, construction, inspection, and testing of new cylindrical, factory-coated, bolted carbon steel tanks used for ground-level water storage.
Corrugated construction and stacked or laminated plate designs fall outside its scope.
Coating requirements aren't an optional add-on in D103 — Section 12 of the standard defines the factory-applied coating systems permitted for these tanks, covering galvanized coatings, glass coatings, thermoset liquid suspension systems, and thermoset powder coatings. The coating is built into the tank's identity as a factory-coated product.
Why Bolted Tank Coatings Carry Extra Responsibility
Welded steel tanks have a continuous, monolithic interior surface. Bolted tanks don't. Every panel seam, every bolt hole, and every gasket creates a junction where two steel surfaces meet — and where coating continuity is harder to maintain.
The coating system must protect:
- Flat panel faces on both the wetted and exterior side
- Bolt hole perimeters and bolt shank areas
- Panel seam overlap zones
- Weld areas on corner panels and fittings
If the coating fails at any of these locations, corrosion initiates and spreads under the film, often invisibly until structural damage is present.
The D103 vs. D102 Distinction
Applying the wrong standard is a common source of specification errors — here's how to sort it out:
| Situation | Governing Standard |
|---|---|
| New bolted steel tank manufacturing | AWWA D103-19 |
| Field repair or recoating of existing bolted tank | AWWA D102-21 |
| Field repair of existing welded tank | AWWA D102-21 |
AWWA D102-21 explicitly excludes bolted steel tank coating systems and refers users to D103 for that subject. When a D103 tank ages and needs relining, D102 and NSF/ANSI 61 become the governing references for that field work.
AWWA D103 Approved Coating and Lining System Types
D103 permits several protective coating types — selection depends on the application (potable water, fire suppression, industrial), environmental exposure, and budget. Whatever system is chosen must meet D103's defined performance and safety criteria.
Fusion-Bonded Epoxy (FBE) Coatings
FBE is a widely used factory-applied interior lining system for D103 bolted tanks. The manufacturing process follows a controlled sequence:
- Panel wash — detergent clean and fresh water rinse
- Forced-air drying — eliminates surface moisture before blasting
- Abrasive blasting — near-white blast on both sides of steel components
- Electrostatic powder application — FBE powder applied evenly across the panel
- Oven gel and cure — thermally cured in a controlled factory oven

The result is a hard, chemically inert film bonded directly to the steel substrate. Tank Connection's D103 potable water specification (TC-7001, Rev. 8, 2024) documents interior LIQ Fusion 8000 FBE at 6 mils nominal DFT, with an acceptable range of 5 to 9 mils. Note: the 6–10 mil range sometimes cited in project literature refers to exterior total coating thickness in that specification, not interior FBE.
Glass-Fused-to-Steel (GFS) Coatings
Glass-fused-to-steel — also called porcelain enamel or vitreous enamel — is a factory-fired coating where glass frit is applied to steel panels and kiln-fired at temperatures exceeding 1,500°F, chemically bonding the glass layer to the steel substrate.
D103 Section 12.4 explicitly recognizes glass coatings for factory-coated bolted carbon steel tanks. Key characteristics:
- Vitrium glass interiors run 10 to 18 mils (averaging ~16 mils); exterior glass typically 7 to 15 mils
- Hard glass surface resists mechanical wear from sediment and debris
- Performs well chemically in typical potable water environments
- Panels do not require recoating over the tank's service life — bolted connections, gaskets, and fittings still need periodic inspection
Field-Applied and Alternative Lining Systems
D103 primarily governs factory-applied coatings on new panels, but field-applied systems are used for interior repair, relining existing tanks, and situations where factory coatings have deteriorated.
All field-applied systems used in potable water service must carry NSF/ANSI 61 certification and be applied per manufacturer specifications and applicable SSPC/NACE standards.
Common field-applied alternatives include:
- High-solids liquid epoxy systems — immersion-grade, NSF/ANSI 61 certified formulations applied by brush, roller, or spray
- 100% solids polyurea/polyurethane systems — spray-applied, fast-cure systems used where downtime is limited
- Cementitious linings — troweled or spray-applied portland cement or calcium aluminate cement systems, particularly suited for potable water environments
AmTech Tank Lining & Repair offers NSF/ANSI 61-compliant field-applied systems for restoring compliance on existing bolted steel tanks — including the proprietary DuraChem 500 series 100% solids polymer lining and the HydraStone Alkrete cementitious system. AmTech is the largest field installer of cementitious tank linings in North America.
Surface Preparation Requirements Under AWWA D103
Surface preparation is where coating performance is won or lost. An excellent coating system applied over inadequately prepared steel will fail prematurely, regardless of product quality.
Cleanliness Standards
For factory-applied FBE under D103, the verified requirement is SSPC-SP 10 Near-White Blast Cleaning on both sides of steel components. Understanding where SP 10 sits relative to adjacent standards:
| Standard | Description | D103 Relevance |
|---|---|---|
| SSPC-SP 6 | Commercial blast — allows more staining | Not verified as D103 interior potable standard |
| SSPC-SP 10 | Near-white blast — staining limited to max 5% per unit area | Required for FBE factory application |
| SSPC-SP 5 | White metal blast — no visible contamination | More stringent than typical D103 FBE requirement |
Surface Profile and Edge Preparation
Blasting removes mill scale, rust, and contamination. It also creates a surface anchor profile that allows the coating to mechanically bond to the steel.
A D103-style guide specification references a minimum anchor profile of 1.0 mil. Specific project specifications may define a tighter range; always defer to the project specification and coating manufacturer's requirements for the system being applied.
Edge preparation deserves specific attention in bolted tank construction. Coating films thin over sharp edges, creating early-failure points.
Industry standards reference minimum chamfer or radius requirements at panel edges and bolt holes before coating application: at least 1/16 inch radius per SSPC/AMPP thermal spray guidance, and 2 mm per ISO 8501-3 as cited in AkzoNobel potable-water tank application guidance.
Environmental Conditions During Coating
Getting the surface profile right is only part of the equation. Environmental conditions at the time of application are equally critical. Verified industry and manufacturer requirements include:
- Surface temperature: Must be at least 5°F above the dew point at time of application
- Relative humidity: Should not exceed 85%
- Steel temperature and ambient temperature: Must be within coating manufacturer's specified application window
These thresholds matter because moisture on the steel surface — even condensation invisible to the eye — compromises adhesion and accelerates under-film corrosion.
Soluble Salt Contamination
Chloride and other soluble salt contamination on blasted steel is a leading hidden cause of premature coating failure. Salts draw moisture through the coating film by osmosis, causing blistering and disbondment from beneath.
Project specifications typically define a maximum soluble salt threshold — commonly referenced in the 3–5 µg/cm² range — that must be confirmed on the prepared surface before coating proceeds. Exact limits vary by project; check your specification documents for the applicable requirement.

Application Requirements: Thickness, Holiday Testing, and Cure
Dry Film Thickness Measurement
Wet film thickness (WFT) is measured during application before the coating cures. Dry film thickness (DFT) is measured after cure, using a calibrated magnetic gauge on steel substrates. The relationship is: WFT = DFT ÷ (% solids by volume ÷ 100).
DFT must be verified across the entire coated surface — not just spot-checked at accessible locations. SSPC-PA 2 establishes the measurement protocol:
- One spot measurement = average of at least 3 gauge readings within a 1.5-inch diameter circle
- One area measurement = average of 5 spot measurements per 100 sq ft
- Default Restriction Level 3 allows spot measurements from 80% of specified minimum to 120% of specified maximum
Insufficient DFT over even small areas creates weak spots where corrosion initiates first.
Holiday Testing (Pinhole Detection)
Holiday testing detects voids, pinholes, and discontinuities in the coating film that visual inspection cannot identify. Tank Connection's D103 potable water specification requires low-voltage wet sponge testing per ASTM D5162-01 Method A.
ASTM D5162 notes that coatings under 0.5 mm (20 mils) may be susceptible to damage from high-voltage spark testing, which is why wet sponge testing is the standard approach for FBE and similar thickness systems. For thicker coatings, high-voltage spark testing per AMPP SP0188 may be specified, with voltage settings defined in the project specification or coating manufacturer's procedure.
All holidays detected during testing must be:
- Marked and documented
- Repaired per the coating manufacturer's procedure
- Retested before the tank is placed in service
- Recorded and retained as part of the tank's quality control documentation
Curing and Recoat Windows
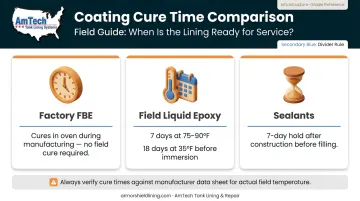
Cure requirements differ significantly by system type:
- Factory FBE: Cures in the oven during manufacturing — no field cure time required
- Field-applied liquid epoxy: Requires defined minimum temperature and time before recoat or immersion service. Tnemec Series 21 Epoxoline, an immersion-grade potable water epoxy, documents cure times including 7 days at 75–90°F and 18 days at 35°F before water immersion
- Sealants: Tank Connection's D103 potable spec requires a 7-day hold after construction before filling, tied to sealant cure
Applying a second coat before the first coat reaches its minimum recoat window — or filling a tank before full system cure — causes adhesion failure. Always verify cure times against the coating manufacturer's published data sheet for the actual field temperature, not a standard lab condition.
Interior Versus Exterior Coating Requirements Under AWWA D103
Interior Coating Requirements
Interior coatings in potable water tanks must carry NSF/ANSI 61 certification — the health effects standard for drinking water system components. NSF/ANSI 61 covers protective barrier materials including paints and coatings, as well as joining and sealing materials such as gaskets.
Key points on NSF/ANSI 61 compliance:
- Certification is product-specific — tied to the exact formulation as tested, not the generic coating type
- Substituting an uncertified product or altering a certified formula invalidates compliance
- D103 states NSF/ANSI 61 compliance is required when specified by the purchaser, and every manufacturer spec for potable water service includes that requirement
- NSF maintains a searchable certified products database where specific coating products can be verified
Exterior Coating Requirements
Exterior surfaces face atmospheric corrosion, UV radiation, and temperature cycling. D103 exterior coating requirements focus on weatherability and corrosion prevention rather than potable water safety.
Tank Connection's D103 spec documents a two-coat exterior system:
| Layer | Product | DFT Range |
|---|---|---|
| Primer | FBE exterior primer | 3–5 mils |
| Topcoat | SDP exterior topcoat | 3–5 mils |
| Total | Combined system | 6–10 mils |
Color is selected from the manufacturer's standard chart and can affect tank temperature management and condensation control.
Gaskets and Joint Sealing
Coating the steel surfaces is only part of the D103 compliance picture. Bolted panel construction also introduces a component welded tanks don't have: elastomeric panel gaskets. D103 Section 4.10 and Table 1 address gasket and sealant requirements. For potable water tanks:
- EPDM gaskets are the material specified for potable water bolted tanks, used by manufacturers including Superior Tank and FORGE
- Gasket materials must also comply with NSF/ANSI 61 for potable water contact
- Coating coverage must extend through and around each bolt connection point to prevent crevice corrosion at the panel interface
Maintaining AWWA D103 Lining Compliance: Inspection, Repair, and Relining
Inspection Frequency and Scope
Factory-applied coatings have a finite service life. AWWA D103's preview foreword, EPA finished-water storage guidance, and AWWA Manual M42 all support complete interior and exterior inspections at 3 to 5 year intervals. Illinois EPA recommends inspections at least every 5 years, or more frequently depending on local water chemistry and operating conditions.
A proper coating inspection for a bolted steel tank includes:
- Visual inspection — interior and exterior surface condition, coating adhesion, rust staining, and disbondment
- DFT measurement — per SSPC-PA 2 methodology across representative areas
- Adhesion testing — pull-off testing per ASTM D4541 on suspect areas
- Holiday testing — per ASTM D5162 on areas of concern
- Gasket and sealant review — integrity of panel seam gaskets and bolt connection seals
Inspection findings should drive a repair or relining decision before coating deterioration reaches the steel substrate.
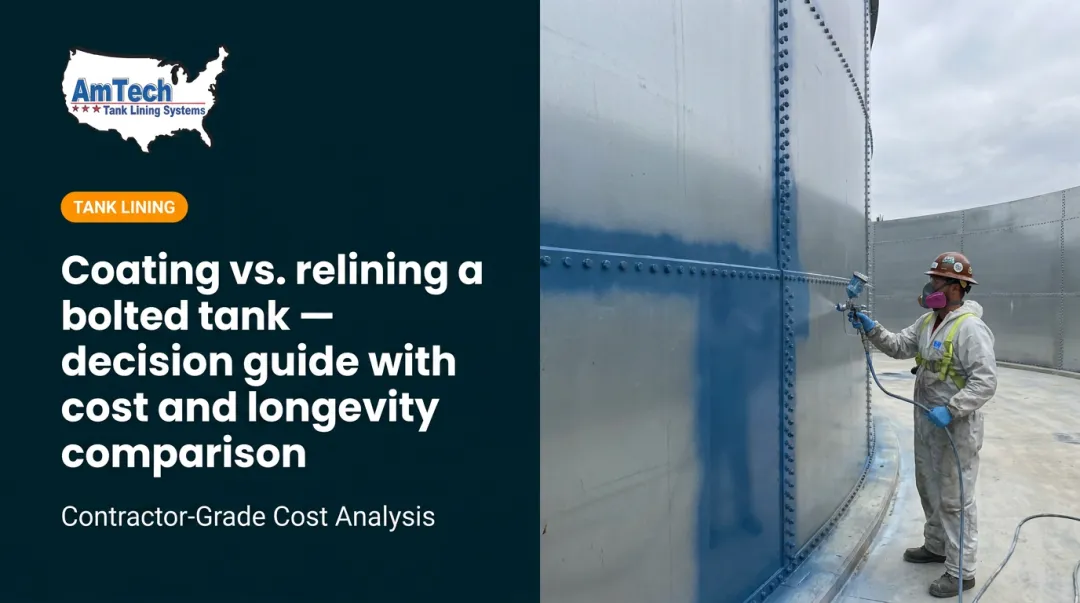
Repair vs. Full Relining
When deterioration is found, owners face two options:
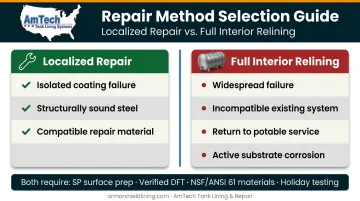
Localized repair is appropriate when:
- Coating failure is limited to isolated areas
- Underlying steel is structurally sound
- Existing coating is compatible with the repair material
Full interior relining is required when:
- Coating failure is widespread across the tank interior
- Existing system is incompatible with a repair coating
- Tank is returning to potable water service after industrial use
- Inspection reveals active corrosion on the steel substrate
Full relining to restore D103-equivalent compliance requires the same standards as new construction: specified surface preparation, verified DFT, NSF/ANSI 61-certified repair materials, cure requirements, and holiday testing.
Partnering With AmTech for D103 Compliance Restoration
When relining is warranted, the contractor's credentials matter as much as the materials. AmTech Tank Lining & Repair has performed bolted steel tank relining projects across all 50 states, Canada, and the Caribbean for over 55 years.
Greg Comeau, AmTech's CS Project Engineer and NLPA Special Inspector, leads each tank integrity assessment. His evaluations cover ultrasonic thickness testing, visual inspection, and structural condition, and conclude with documented findings and a clear repair or relining recommendation.
AmTech's field capabilities for bolted steel tank compliance restoration include:
- In-house engineer-trained field crews (no subcontractors)
- NSF/ANSI 61-certified DuraChem 500 series 100% solids polymer lining
- HydraStone Alkrete cementitious lining system
- BLUE CHECK warranty program on completed relining projects
To discuss a bolted steel tank assessment or relining project, contact AmTech at 888-839-0373 or reach Greg Comeau directly at 603-315-8839.
Frequently Asked Questions
What is AWWA D103?
AWWA D103-19 (Factory-Coated Bolted Carbon Steel Tanks for Water Storage) is the American Water Works Association standard governing the design, fabrication, and construction of bolted carbon steel tanks. It covers structural requirements, factory-applied coating specifications, and NSF/ANSI 61 compliance when specified by the purchaser for potable water applications.
What lining materials are commonly used for bolted steel water tanks?
The primary factory-applied options are fusion-bonded epoxy (FBE) and glass-fused-to-steel (GFS). Field-applied alternatives include immersion-grade liquid epoxy, 100% solids polyurea/polyurethane systems, and cementitious linings. All interior systems used in potable water tanks must carry NSF/ANSI 61 product-specific certification.
What surface preparation is required before applying coatings under AWWA D103?
Factory FBE application requires SSPC-SP 10 near-white blast cleaning on both sides of steel panels, along with proper edge and bolt hole preparation. Environmental conditions must be within spec before coating proceeds — surface temperature at least 5°F above dew point, relative humidity below 85%, and soluble salt levels verified against project-specific thresholds.
Does AWWA D103 require NSF/ANSI 61 certification for potable water tanks?
D103 requires NSF/ANSI 61 compliance when specified by the purchaser — and in practice, all potable water specifications for D103 tanks invoke it. Certification is product-specific: the exact formulation must be independently tested and listed in NSF's certified products database. Substituting an uncertified product invalidates compliance.
What is the difference between AWWA D103 and AWWA D102?
AWWA D103-19 governs factory-applied coatings for new bolted carbon steel tanks, while D102-21 governs coating and recoating of existing in-service steel tanks. AWWA explicitly excludes bolted steel tank systems from D102's scope, directing new construction to D103. For field repair or full relining of older bolted tanks, D102 applies alongside NSF/ANSI 61.