Introduction
Undetected corrosion, structural degradation, and pinhole leaks show no visible warning signs until damage is already done. By the time you spot a visible breach or contamination plume, the financial and regulatory consequences are already in motion. For tank owners across industrial, municipal, and commercial sectors, the risk exposure is significant: an EPA study examining operational diesel fuel storage systems found that 83% exhibited moderate or severe internal corrosion, while documented incidents show that releases as small as 0.42 gallons can trigger over $500,000 in emergency response and remediation costs.
Tank integrity testing is both a federal regulatory obligation and a frontline risk management strategy. Under the EPA's Spill Prevention, Control, and Countermeasure (SPCC) Rule—specifically 40 CFR §112.8(c)(6)—facility owners must test or inspect each aboveground storage tank (AST) holding 55 gallons or more of oil on a scheduled basis.
This guide covers the methods, regulatory requirements, scheduling standards, and what to do when a tank fails inspection — so you can manage integrity proactively rather than reactively.
Key Takeaways
- Tank integrity testing systematically evaluates storage tanks to confirm they remain structurally sound, leak-free, and safe for continued service
- Federal SPCC regulations mandate regular testing for any AST storing 55+ gallons of oil
- Two standards govern compliance: STI SP001 for shop-fabricated tanks and API 653 for large field-erected tanks
- Testing methods include visual inspection, ultrasonic thickness testing, magnetic flux leakage scanning, hydrostatic testing, and acoustic emission monitoring
- Failed inspections require immediate corrective action; professional relining or structural repair restores compliance and extends tank service life
What Is Tank Integrity Testing?
Tank integrity testing is the systematic evaluation of a storage tank's physical condition using visual inspection and non-destructive testing (NDT) methods to determine whether it can safely contain its contents without leaking, corroding through, or failing structurally.
This goes far beyond routine walk-arounds. It involves calibrated equipment, certified technicians, and documented measurement protocols that quantify remaining wall thickness, corrosion rates, and structural deficiencies.
The testing applies to both aboveground storage tanks (ASTs) and underground storage tanks (USTs). Industries that rely on documented integrity programs include:
- Oil and gas production and refining
- Petrochemical processing
- Water and wastewater treatment
- Chemical manufacturing
- Fuel distribution
- Municipal storage facilities
Any facility storing petroleum products, chemicals, or hazardous liquids in quantities meeting federal thresholds must implement a documented integrity testing program.
Two primary drivers mandate this testing:
- Regulatory compliance: The EPA's SPCC Rule requires facilities storing more than 1,320 gallons in aggregate aboveground capacity (with individual containers of 55+ gallons) to test tanks on a scheduled basis.
- Operational risk management: A failed tank triggers cleanup costs, fines, and business interruption that far exceed the cost of proactive testing. Industry data shows approximately 14,000 oil spills are reported annually in the United States, many traceable to preventable integrity failures.
Main Types of Tank Integrity Testing Methods
No single testing method works for every tank. The appropriate approach depends on construction type, size, stored contents, tank age, current condition, and the applicable regulatory standard. Most comprehensive integrity programs layer multiple methods to build a complete picture of tank health.
Visual Inspection
External and internal visual inspection forms the baseline of every integrity program. Inspectors examine surface corrosion, coating degradation, weld condition, foundation settlement, structural deformation, and evidence of product weepage or active leaks. External inspections can be conducted while the tank remains in service.
Internal visual inspection is more involved. It requires confined space entry protocols under OSHA 29 CFR 1910.146, including atmosphere testing for oxygen levels, flammable vapors, and toxic contaminants before personnel enter.
Ultrasonic Thickness Testing (UT)
UT uses short pulses of high-frequency sound waves to measure remaining wall or floor thickness at designated grid points across the tank surface. A calibrated probe transmits sound into the metal; the time delay of the returning echo calculates precise thickness.
Results are compared to original design thickness or minimum allowable values to calculate corrosion rates and project remaining service life. This method requires ASNT Level II or III certified technicians under SNT-TC-1A standards to accurately interpret A-scan waveforms and distinguish between corrosion, pitting, and measurement artifacts.
Magnetic Flux Leakage (MFL)
MFL scanning is used primarily for rapid tank floor inspection. A magnetized scanner passes over the tank bottom, temporarily inducing a magnetic field in the steel. Disruptions in that field—caused by pitting, thinning, or corrosion anomalies—are detected and mapped electronically. MFL efficiently covers large floor areas during API 653 internal inspections, though it cannot differentiate between topside and bottom-side corrosion without supplementary ultrasonic verification.

Hydrostatic Testing
For hydrostatic testing, the tank is filled with water to operating capacity and held for a specified duration—typically 24 to 72 hours—while inspectors monitor for leaks, settlement, foundation movement, or structural distress. This method is required for new tank commissioning under API 650 and post-repair return-to-service under API 653. While highly reliable, hydrostatic testing requires significant water volume and careful environmental management of test water disposal.
Additional NDT Methods
Beyond the four primary methods above, several supplementary techniques address specific inspection scenarios:
- Vacuum box testing applies a 20–35 kPa partial vacuum over a soap film to detect weld seam leaks; bubble formation during a 5-second observation period confirms a breach. Effective for shell-to-bottom joints and repair welds.
- Acoustic emission (AE) testing detects high-frequency stress waves from active leaks or propagating cracks while the tank stays in service. AE screens for leaks qualitatively but cannot quantify metal loss — UT or MFL follow-up is required for remaining life calculations.
- Radiographic testing (RT) uses X-ray or gamma radiation to expose internal weld defects not visible on the surface, typically during construction or major repairs.
Regulatory Standards and Inspection Intervals
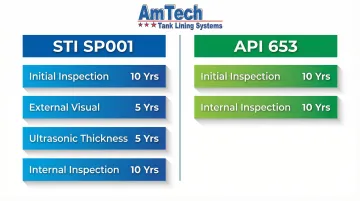
Under 40 CFR §112.8(c)(6), tank owners must follow an industry-recognized standard to determine testing frequency, inspector qualifications, and acceptable methods. The two primary standards are STI SP001 for shop-fabricated tanks and API 653 for large field-erected tanks.
STI SP001: Shop-Fabricated Tanks
STI SP001 applies to shop-fabricated ASTs, typically under 50,000 gallons. The standard assigns tanks to protection categories that determine maximum inspection intervals:
- Unprotected tanks (bare steel, no corrosion protection): 5 years
- Tanks with corrosion protection: 10 years
- Tanks with corrosion protection and release prevention: 15 years
- Tanks with cathodic protection and release prevention: up to 20 years
Intervals may be shortened based on inspection findings, corrosion history, or stored product characteristics. STI SP001 also defines three tank categories based on spill control and continuous release detection methods (CRDM):
- Category 1: Tanks with spill control and CRDM
- Category 2: Tanks with spill control but no CRDM
- Category 3: Tanks without spill control or CRDM
Category assignment influences whether certified NDT testing is mandatory or whether visual inspection alone suffices for compliance.
API 653: Field-Erected Tanks
API 653 governs large welded field-erected tanks, typically 50,000+ gallons, built to API 650 specifications. The standard requires two types of inspections:
External inspections must occur at least every 5 years or at one-quarter of the remaining corrosion life (RCA/4N years), whichever is less. These inspections assess shell condition, foundation, coatings, and appurtenances while the tank remains in service.
Internal inspections require the tank to be emptied, cleaned, and entered. The interval is determined by corrosion rate calculations using the formula:
- Corrosion Rate = (t_previous - t_actual) / (years between inspections)
- Remaining Life = (t_actual - t_minimum) / corrosion rate
Internal inspection intervals cannot exceed half the calculated remaining tank life or 20 years, whichever comes first.
Documentation Requirements
Under 40 CFR §112.7(e), integrity testing records must be retained for a minimum of 3 years, though many facilities retain records for the tank's lifetime. Each record must include:
- Inspection date and inspector name with certifications
- Testing methods used and detailed findings
- Pass/fail status and any repairs completed
- Calculated next-due date
Records must be kept with the facility's SPCC Plan and made available to EPA inspectors upon request.
How Tank Integrity Testing Works: A Step-by-Step Process
Skipping or rushing any stage of the integrity testing process is where most compliance failures and missed defects occur. A standard engagement follows this sequence:
Step 1 – Classify the Tank and Select the Applicable Standard
Determine whether STI SP001 or API 653 applies based on tank size, construction method, contents, and protection features. Classification directly controls testing methods, frequency, and inspector qualifications. Errors at this stage result in under-testing or regulatory non-compliance.
Step 2 – Prepare the Tank for Inspection
Preparation requirements include emptying and cleaning the tank, neutralizing residual contents, establishing confined space entry protocols if internal access is needed, and ensuring all safety clearances are in place. A dirty or inadequately prepared tank cannot be properly inspected, and results will be unreliable.
Step 3 – Conduct Visual and Non-Destructive Testing
Start with comprehensive external and internal visual inspection to identify obvious deficiencies. Then deploy appropriate NDT methods based on visual findings and the applicable standard:
- Ultrasonic thickness measurement at minimum grid points
- MFL scanning for large tank floors
- Vacuum box testing for critical welds
Step 4 – Measure, Record, and Calculate
All measurements (wall thickness, floor thickness, corrosion depths) must be recorded at defined grid points and compared to original design specifications. Under API 653, inspectors calculate corrosion rate and remaining service life using documented formulas, which directly determine the next inspection interval.

Step 5 – Interpret Findings and Determine Next Action
Results fall into three categories, each with a defined response:
- Pass — Tank continues in service with the next inspection interval scheduled
- Conditional pass — Minor deficiencies require monitoring or repair within a defined period
- Fail — Tank must be taken out of service for repair, relining, or replacement before returning to operation
This determination must be made by a qualified, certified inspector with documented credentials.
Failing an Inspection: What Comes Next and How AmTech Tank Lining & Repair Can Help
A failed integrity test isn't the end of the road—it's a trigger for corrective action. The decision framework typically breaks down as follows: repair for localized damage or minor wall thinning, reline when corrosion is widespread but structural integrity remains adequate, or replace in severe cases where remaining wall thickness falls below minimum safe thresholds or structural damage is too extensive.
Professional tank relining addresses the root cause of most integrity failures. A properly applied lining system—such as epoxy, cementitious, or high-solids polyurethane—restores the tank's corrosion barrier, extends service life by decades, and brings the tank back into full regulatory compliance. This is where specialized expertise becomes critical.
AmTech Tank Lining & Repair has handled tank integrity failures across every major industry sector for 55+ years. With an NLPA Special Inspector on staff, assessments meet API and NLPA protocol requirements from the outset. Proprietary lining systems cover the full range of storage applications:
- DuraChem® 500 series — 100% solids polyurethane spray-up systems for petroleum, water, and chemical storage
- HydraStone® Alkrete® — cementitious linings engineered for potable water and high-temperature applications up to 900°F
- Armor Shield® — tank linings for petroleum UST and AST applications, formulated to resist chemical exposure, abrasion, and temperature cycling
AmTech manages the full remediation scope in-house — no subcontractors. The process runs from post-inspection assessment through return-to-service documentation:
- Surface preparation via abrasive blasting to SSPC-SP5 White Metal or equivalent standards
- Structural welding and tank repair
- Lining application and quality control testing
- Return-to-service documentation for regulatory compliance

Engineer-led field crews are positioned across all 50 states, Canada, and the Caribbean, with emergency response capability for critical failures.
For facilities facing a failed inspection or an upcoming test interval, early consultation prevents regulatory penalties and keeps operations running. Contact AmTech at 888-839-0373 or visit armorshieldlining.com to discuss your tank integrity needs.
Frequently Asked Questions
What is tank integrity testing?
Tank integrity testing is the systematic evaluation of a storage tank's structural and containment condition using visual and non-destructive testing methods to confirm it is safe for continued service and compliant with applicable EPA SPCC regulations and industry standards.
How do you test tank integrity?
The process starts by classifying the tank under the applicable standard (STI SP001 or API 653) and preparing the tank for access. Inspectors then conduct visual examination followed by NDT methods — ultrasonic thickness testing, magnetic flux leakage scanning, or others as appropriate. Results are documented and evaluated against corrosion rate calculations and minimum allowable wall thickness to determine pass/fail status.
What are the main types of tank integrity tests?
Primary methods include visual inspection, ultrasonic thickness testing (UT), magnetic flux leakage (MFL) scanning, hydrostatic testing, vacuum box testing, and acoustic emission (AE) testing. Method selection depends on tank type, size, construction, and the applicable regulatory standard.
How often should storage tanks be inspected?
Inspection frequency depends on the applicable standard and tank protection level. Under STI SP001, intervals range from 5 to 20 years based on corrosion protection features and release detection equipment. API 653 sets its own schedule for aboveground storage tanks — covered in detail in the question below.
How often is an API 653 inspection required?
API 653 requires external inspections at least every 5 years or one-quarter of remaining corrosion life, whichever is less, and internal inspections at intervals not exceeding half the calculated remaining tank life or 20 years, whichever comes first.
What are the requirements for NFPA 30 fuel tanks?
NFPA 30 — the Flammable and Combustible Liquids Code — governs the design, installation, and operation of liquid storage tanks, covering construction standards, venting, and secondary containment. Tanks under NFPA 30 must also meet EPA SPCC integrity testing requirements when they exceed 55 gallons per container and 1,320 gallons aggregate aboveground storage.