Introduction
Fiber-reinforced polymer (FRP) tanks have become the preferred choice for storing corrosive chemicals, wastewater, potable water, and petroleum products across countless industrial facilities. Compared to traditional steel or concrete alternatives, FRP vessels offer exceptional corrosion resistance and a superior strength-to-weight ratio, making them well-suited for aggressive substances like sodium hypochlorite, sulfuric acid, and ethanol-blended fuels.
Yet selecting the correct FRP design code is not merely a procurement checkbox. The applicable standard directly governs structural integrity, safe operating pressures, material specifications, and fabrication quality.
Confusion between ASME and ASTM standards is widespread among facility managers and project engineers. Specifying the wrong framework can result in permit rejections, regulatory non-compliance, or liability exposure if a failure occurs.
TLDR:
- Two primary codes govern FRP tank fabrication in North America: ASME RTP-1 and ASTM D3299/D4097
- ASME RTP-1 applies to vacuum through 15 psig service, with mandatory fabricator certification and QA documentation
- ASTM standards suit atmospheric-pressure applications with simpler certification requirements
- Code selection turns on operating pressure, chemical hazards, and regulatory mandates — no single standard fits every application
- Design codes govern new construction only; in-service inspection and relining require separate attention
What Are FRP Tanks and Why Do Design Codes Matter?
FRP tanks are composite vessels constructed from glass fiber reinforcement embedded in thermoset resin — typically polyester or vinyl ester. The terms "FRP," "fiberglass," and "GRP" (glass-reinforced plastic) are often used interchangeably in global engineering practice. These tanks serve chemical storage, potable water distribution, wastewater treatment, and petroleum containment applications where corrosion resistance is critical.
FRP behaves fundamentally differently from steel, which is why purpose-built design codes exist. Unlike homogeneous metals, FRP presents three distinct material challenges:
- Anisotropy: Mechanical properties vary by fiber direction, not uniformly in all directions
- Viscoelastic creep: Sustained loads cause time-dependent deformation that metal-vessel calculations don't account for
- Chemical compatibility: Resin systems and laminate layups must match the stored product or degradation follows
Early FRP failures in the 1950s and 1960s resulted from engineers applying metal-vessel design logic to composite structures, leading to structural failures and containment breaches. Purpose-built consensus standards emerged directly from those lessons.
Regulatory and Compliance Implications
Some states and jurisdictions explicitly require ASME-stamped equipment for pressure vessel service. Specifying the wrong design standard can trigger permit rejections, insurance exclusions, or legal liability if a tank fails in service. Knowing which code applies before procurement — not after installation — is where facility owners avoid the most expensive mistakes.
A Brief History of FRP Tank Design Standards
Origins: NBS PS 15-69
The industry first fabricated chemical tanks from FRP in the 1950s. By 1969, the National Bureau of Standards (NBS) issued PS 15-69 — the first comprehensive voluntary product standard for custom contact-molded reinforced-polyester chemical-resistant process equipment. It established baseline material and fabrication requirements but lacked enforceable quality assurance protocols.
The ASME and ASTM Response
| Standard | Year Introduced | Key Historical Milestones |
|---|---|---|
| ASME Section X | 1974 | Originally required destructive prototype testing to qualify designs; revised in 1989 to mandate design rules and acoustic emission testing instead |
| ASTM D3299 | 1974 | Developed for filament-wound glass-fiber-reinforced thermoset resin tanks at atmospheric pressure |
| ASTM D4097 | 1982 | Developed for contact-molded (hand lay-up) thermoset resin tanks at atmospheric pressure |
| ASME RTP-1 | 1989 | Originated from a 1981 Quality Assurance Report by the Materials Technology Institute (MTI) and Society of Plastics Industry; introduced enforceable fabricator certification |

The Emergence of ASME RTP-1
In 1989, ASME issued RTP-1 ("Reinforced Thermoset Plastic Corrosion Resistant Equipment"), a standard that changed how facilities procured and qualified FRP equipment. Where ASTM standards set performance benchmarks, they gave purchasers no mechanism to verify a fabricator's process controls. RTP-1 solved this by requiring certified fabricators to maintain documented QA programs — giving end users, insurers, and regulators a verifiable basis for approving chemical service installations.
ASME RTP-1: Scope, Design Requirements, and Certification
Pressure Scope and Fabrication Methods
ASME RTP-1 applies to stationary FRP vessels for storage, accumulation, or processing of corrosive substances at pressures not exceeding 15 psig external and/or 15 psig internal above any hydrostatic head. The standard permits fabrication via hand lay-up, spray-up, and filament winding methods.
For service beyond these pressure limits, ASME Section X governs — covering higher-pressure composite equipment where RTP-1 no longer applies.
Design Factors and Structural Criteria
ASME RTP-1 mandates conservative safety factors to account for FRP's low modulus of elasticity and susceptibility to creep:
- Static/sustained loads: 10:1 factor of safety (typical allowable stress ~1,500 psi)
- Transient/live loads: 5:1 factor of safety (typical allowable stress ~3,000 psi)
- Deflection criteria: L/300 commonly applied for hydrostatic load conditions on FRP panels
Material and Laminate Requirements
The corrosion liner is the first line of defense protecting the structural laminate from chemical attack. RTP-1 specifies:
- Minimum liner thickness: 100 mil (0.100 inch)
- Liner construction: Typically two layers of C-glass surfacing veil plus chopped strand mat saturated in vinyl ester resin
- Barcol hardness: Minimum 35-40 for polyester resins, or 90% of the resin manufacturer's recommended hardness for fully cured laminates
- Structural laminate: Filament-wound or hand lay-up laminates with defined glass content percentages
Fabricator Certification and the RTP Stamp
To apply the ASME Certification Mark with RTP Designator, fabricators must:
- Establish an ASME-approved Quality Control Manual
- Pass surveys by ASME audit teams
- Successfully fabricate and test a Demonstration Vessel to prove capability
- Maintain certified personnel and qualified procedures

Only a small number of FRP fabricators in North America hold this certification — which is why verifying RTP stamp status is a practical first step when sourcing vessels for chemical service.
Quality Assurance and Inspection Requirements Under RTP-1
Visual Acceptance Criteria
ASME RTP-1 defines strict visual inspection standards using a two-level acceptance framework:
- Level 1 (Critically Corrosion Resistant): Maximum allowable repairs capped at 3% of critical inner layers
- Level 2 (Standard Corrosion Resistant): Permits higher cumulative imperfection areas, applicable to lower-consequence service conditions
The standard defines maximum allowable cumulative imperfection areas per square foot/yard and prescribes acceptable repair percentages for each layer of the laminate.
Required and Optional Testing
RTP-1 mandates Barcol hardness testing (per ASTM D2583) to confirm proper resin cure before a vessel enters service. Hydrostatic leak testing is also specified — typically at 1.5x MAWP held for 30 minutes, or 24 hours for atmospheric tanks — though its application depends on vessel design and service classification.
Critical Gap: In-Service Inspection
ASME RTP-1 governs new construction only. Once a vessel enters service, the standard no longer applies. No widely adopted consensus standard currently covers Fitness for Service (FFS) assessment of in-service FRP equipment. That gap puts the burden squarely on facility owners to establish proactive inspection and maintenance programs before problems escalate.
ASTM Standards for FRP Tanks: D3299 and D4097
ASTM D3299: Filament-Wound Atmospheric Tanks
ASTM D3299 covers filament-wound, glass-fiber-reinforced thermoset resin (polyester or vinyl ester) chemical-resistant tanks for above-ground vertical installation at atmospheric pressure. The scope is limited to ±14 inches water column (w.c.) for pressure/vacuum.
D3299 addresses materials, design, construction, dimensions, tolerances, workmanship, and appearance — without extending into fabricator qualification documentation or third-party certification requirements.
ASTM D4097: Contact-Molded Atmospheric Tanks
ASTM D4097 is the contact-molded (hand lay-up) equivalent of D3299, covering similar corrosion-resistant applications at atmospheric pressure.
The "Basket" of Complementary Standards
ASTM D3299 and D4097 are not self-contained. A complete specification requires pairing them with complementary standards:
- ASTM C582: Specification for Contact-Molded RTP Laminates
- ASTM D2563: Practice for Classifying Visual Defects in Glass-Reinforced Plastic Laminate Parts
- ASTM D2583: Test Method for Barcol Hardness
This "basket" of standards must be assembled by a qualified designer to fully address design, fabrication, and testing requirements.
Quality Assurance Limitation
While ASTM D3299 and D4097 define strong technical performance requirements, they do not prescribe the same enforceable quality assurance framework or mandatory third-party fabricator certification that ASME RTP-1 does. For high-consequence chemical storage, that gap means procurement specifications relying solely on ASTM standards leave fabricator qualification largely unverified — a risk that ASME RTP-1 certification directly addresses.
ASME RTP-1 vs. ASTM D3299/D4097: Choosing the Right Standard
Pressure and Scope Comparison
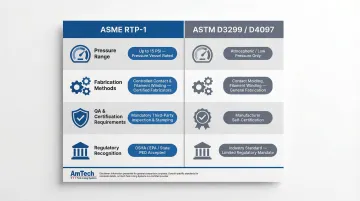
| Standard | Pressure Range | Fabrication Methods | QA/Certification | Regulatory Recognition |
|---|---|---|---|---|
| ASME RTP-1 | Full vacuum to 15 psig | Hand lay-up, spray-up, filament winding | Mandatory fabricator certification, demonstration vessel, ASME audits | ASME stamp recognized in jurisdictions requiring pressure vessel certification |
| ASTM D3299/D4097 | ±14 inches w.c. (atmospheric) | Filament winding (D3299) or contact-molded (D4097) | Self-certification unless purchaser specifies otherwise | Suitable for atmospheric applications without stamping requirements |
Cost, Lead Time, and Certification Burden
ASME RTP-1 certification requires significant investment by fabricators: trained technicians, qualified procedures, demonstration vessels, and ASME audits. This results in higher vessel costs and longer lead times compared to ASTM-built vessels. Match the standard to your application's actual pressure requirements, consequence of failure, and jurisdictional obligations — not just upfront cost.
These trade-offs make the choice straightforward in most cases. The decision criteria below help clarify which standard applies.
When to Specify ASME RTP-1
- Pressure service above atmospheric (up to 15 psig)
- High-consequence corrosive chemical storage (concentrated acids, caustics, oxidizers)
- Jurisdictions that require ASME stamping (for example, Delaware mandates ASME RTP-1 for new non-metallic above-ground storage tanks)
- Regulated industries requiring documented fabricator certification — chemical processing, pharmaceutical, and municipal water treatment with NSF compliance
Situations Where ASTM D3299/D4097 Suffices
- Atmospheric-pressure storage of corrosive chemicals (±14 inches w.c.)
- Projects where a single fabrication standard covers scope and third-party certification is not required
- Cost-sensitive projects where pressure and regulatory requirements do not necessitate full RTP-1 compliance
- Non-lethal service with lower consequence of failure
FRP Tank Lifespan, Inspection, and the Importance of Ongoing Maintenance
Typical Service Life
Well-designed and properly maintained FRP tanks typically achieve service lives of 20 to 30 years, with some water tanks lasting 30 to 40 years. Actual lifespan depends critically on correct resin system selection, laminate construction, and whether the design code was applied appropriately for the stored chemical and operating temperature.
Degradation Mechanisms
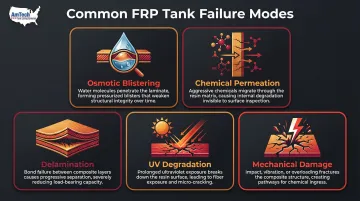
FRP tanks are subject to specific failure modes not addressed by ASME RTP-1 or ASTM standards:
- Osmotic blistering: Moisture penetration causing resin blisters
- Chemical permeation: Aggressive chemicals attacking the resin matrix or glass fibers through a compromised corrosion liner
- Delamination: Separation of laminate layers due to manufacturing defects or chemical attack
- UV degradation: Sunlight exposure degrading exterior gel coat and resin (mitigated by UV absorbers)
- Mechanical damage: Stress concentrations at nozzles, fittings, and hold-down lugs
The In-Service Inspection Gap
Because ASME and ASTM codes govern new construction only, owners must adopt secondary guidance for in-service inspections. State environmental regulators (e.g., New Jersey DEP) and EPA SPCC guidelines recommend or mandate integrity testing every 5 years. This typically involves:
- Acoustic Emission testing (per ASTM E1067)
- Internal and external visual inspections by a qualified inspector
- Ultrasonic testing to identify wall thinning or permeation
Connecting Design Code Compliance to Maintenance Strategy
A tank built to ASME RTP-1 or ASTM D3299 will only achieve its design service life if its corrosion liner and structural laminate remain intact. When the liner degrades or is damaged, professional relining with a compatible FRP or protective lining system can restore the corrosion barrier and extend operational life by decades.
AmTech Tank Lining & Repair specializes in exactly this work — repairing and relining FRP tanks using code-aware methods and advanced fiberglass lining systems, including AT BiFlex. Replacing the interior corrosion barrier before a contained product permeates the structural laminate prevents breach of containment and keeps the tank within regulatory compliance.
Frequently Asked Questions
What is the design code for FRP tanks?
ASME RTP-1 is the primary comprehensive design code for FRP (reinforced thermoset plastic) corrosion-resistant vessels, covering pressures from full vacuum to 15 psig. ASTM D3299 and D4097 apply to atmospheric-pressure tanks, while ASME Section X governs FRP pressure vessels exceeding RTP-1's scope.
What is the design pressure of an FRP tank?
ASME RTP-1 covers tanks from full vacuum to 15 psig internal/external pressure above hydrostatic head. ASTM D3299/D4097 are limited to atmospheric service (approximately ±14 inches water column). Applications above 15 psig require design under ASME Section X or other pressure vessel codes.
What is the difference between ASTM D3299 and ASME RTP-1?
ASTM D3299 covers filament-wound atmospheric tanks with defined performance requirements but limited mandatory QA. ASME RTP-1 covers pressures up to 15 psig and mandates fabricator certification with documented quality assurance. Vessels built to this standard qualify for the ASME RTP stamp.
What is the lifespan of an FRP tank?
Properly designed and maintained FRP tanks typically last 20 to 30 years, with some water tanks reaching 30 to 40 years. Service life depends on resin selection, operating temperature, UV exposure, and maintenance quality — especially corrosion liner integrity.
What does FRP tank stand for?
FRP stands for Fiber-Reinforced Polymer (or Fiber-Reinforced Plastic). These tanks use glass fiber reinforcement embedded in thermoset resin — typically polyester or vinyl ester — and are also called fiberglass or GRP (Glass-Reinforced Plastic) tanks.